
Introduzione
La microscopia elettronica a scansione (SEM) accoppiata alla spettroscopia a dispersione di energia (EDS) rappresenta uno strumento fondamentale per l’analisi tribologica, grazie alla capacità di correlare morfologia superficiale e composizione chimica su scala micro- e nanometrica.
L’approccio consente di identificare meccanismi di usura, danneggiamento e contaminazione con elevato livello di dettaglio, supportando sia la failure analysis sia lo sviluppo di materiali e strategie di manutenzione. L’integrazione delle informazioni ottenute evidenzia il ruolo centrale di questa tecnica nella comprensione dei fenomeni tribologici complessi, mettendone in luce la versatilità e le ampie potenzialità applicative, inclusa la possibilità di operare in condizioni non convenzionali e di condurre analisi in situ per lo studio diretto dei materiali durante l’evoluzione dei processi. In questa application note sono presentati alcuni casi studio che evidenziano le potenzialità del SEM-EDS applicato alla tribologia:
i) L’analisi delle superfici di frattura permette di distinguere tra rotture fragili, duttili e a fatica attraverso l’osservazione delle caratteristiche morfologiche e delle eventuali segregazioni chimiche;
ii) Nei componenti polimerici, come le cinghie di distribuzione, il SEM consente di individuare fenomeni di degrado, inclusioni e contaminanti che influenzano le prestazioni in esercizio;
iii) L’impiego di uno stage raffreddante per lo studio degli oli lubrificanti preserva la loro struttura e consente di analizzare la distribuzione delle fasi a diverse temperature e di valutare l’efficacia degli additivi PPD;
iv) La presenza di frammenti metallici in oli contaminati fornisce indicazioni rilevanti sullo stato di usura dei sistemi meccanici, permettendo una diagnostica precoce;
v) La caratterizzazione di coating protettivi consente di valutare morfologia, spessore e composizione, elementi determinanti per le prestazioni tribologiche;
vi) L’identificazione delle inclusioni non metalliche negli acciai consente di prevenire la formazione di punti di innesco per micropitting, delaminazione e cricche superficiali, che a loro volta vanno ad influire sulla durezza, sull’adesione del film lubrificante e sulla rugosità efficace dopo processi di lavorazione o usura.
Failure analysis e modelli di frattura su superfici metalliche
I materiali metallici generalmente si rompono a causa dell’ambiente circostante. Nell’industria automobilistica, aerospaziale e in altri settori in cui la sicurezza è importante, è fondamentale indagare la causa di rottura, che può essere determinata solo dopo aver studiato il materiale con test meccanici e chimico-fisici e aver analizzato accuratamente la superficie fratturata. La frattografia, in particolare, indaga il modo in cui i materiali metallici si sono fratturati attraverso l’osservazione della struttura (pattern di frattura) e cercando la correlazione tra le cause primarie e aspetti quali i metodi di produzione, la forma e le condizioni d’uso. I meccanismi e dunque i pattern di frattura sono classificati in base al grado di deformazione del materiale prima della rottura, e si possono suddividere in fratture duttili, fragili, fratture miste fragili e duttili, rotture da fatica e ambientali. L’osservazione al SEM permette di studiare nel dettaglio la morfologia della frattura, sfruttando l’ampia profondità di campo e l’elevata risoluzione, consentendo l’identificazione della tipologia di frattura.
Frattura duttile
Una frattura duttile è un modello di frattura osservato in molti materiali metallici ed è caratterizzato da una significativa deformazione plastica (allungamenti e striature), fino al verificarsi della rottura. Attraverso l’osservazione al SEM (Fig.2), è possibile riconoscerla dalle seguenti caratteristiche:
– micro-cavità da coalescenza (dimples), crateri e alveoli microporosi
– dimple isometrici (frattura da trazione) o allungati (frattura da taglio)
– linee oblique (frattura per scorrimento).
Frattura fragile
La frattura fragile si verifica in maniera molto più rapida e con una minima deformazione plastica del materiale. È un tipo di frattura molto comune negli acciai e in genere presenta fessure che si estendono radialmente o seguendo i bordi dei grani con orientamenti diversi. Vista al Microscopio Elettronico, la frattura mostra una morfologia poliedrica a grani multipli, con grani evidenti e un forte senso di tridimensionalità. Quando i grani sono grossolani, la frattura prende il nome di “icing-sugar-like fracture”. Altre caratteristiche osservabili al SEM in questo tipo di frattura sono:
– superficie di frattura semi-cleavage e sfaldature
– river patterns
– rottura granulare
– frattura complessa.
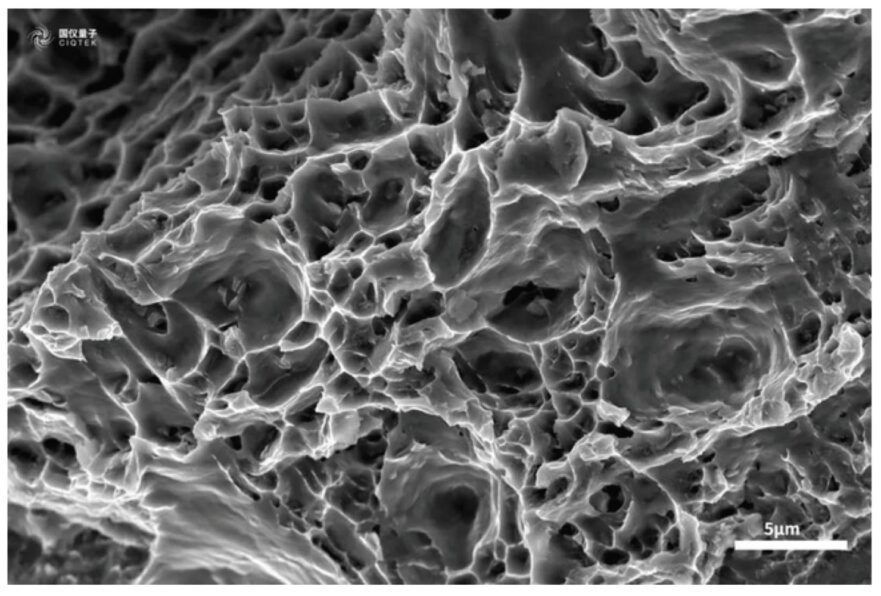
Fig.2 – Frattura metallica duttile. Immagine acquisita a 10 kV con detector In-Lens (CIQTEK SEM5000).
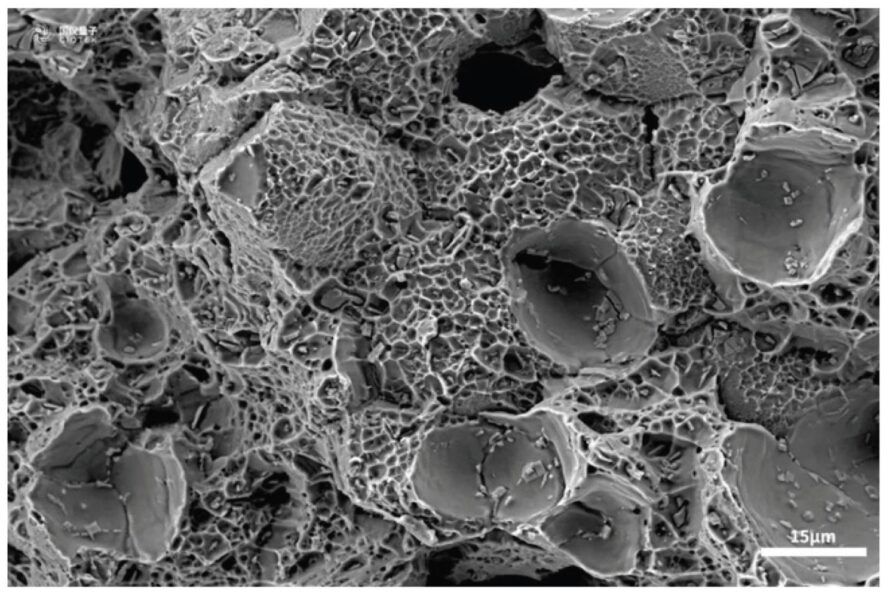
Fig.3 – Frattura metallica mista fragile e duttile. Immagine acquisita a 10 kV con detector SE ETD (CIQTEK SEM5000).
Rottura da fatica
Una frattura da fatica è un modello di frattura che mostra una graduale propagazione delle crepe sotto l’effetto di stress ripetuti. Quando un materiale è sottoposto a sollecitazioni o deformazioni cicliche alternate, i cambiamenti strutturali locali e i difetti interni peggiorano fino a portare alla frattura completa. L’aspetto del materiale fratturato non mostra stiramento o necking, che è tipico delle fratture fragili, ma l’osservazione al microscopio rivela una significativa deformazione plastica. La superficie fratturata è generalmente liscia, rispetto alle superfici di altri modelli di frattura, e si osservano le cosiddette linee di spiaggia (“beach marks”) come caratteristica macroscopica. Dall’aspetto di queste linee si può risalire al punto di origine della frattura e in che direzione è proceduta la cricca. Al SEM (Fig.1) si osserva tipicamente un motivo a strisce (striatura). Le strisce di fatica sono perpendicolari alla direzione di avanzamento della fessura e leggermente concave rispetto al punto dell’innesco. Ciascuna striscia rappresenta un ciclo di carico, ed è possibile pertanto risalire a quanti cicli di estensione della fessura si sono verificati prima del cedimento definitivo. Riassumendo, le caratteristiche principali di questo tipo di frattura sono:
– beach marks
– cricche a diffusione radiale
– striatura (correlata ai cicli di sollecitazione)
– cricche secondarie, segni di sfregamento.
Fenomeni di environmental cracking
Il tipo di frattura più comune che rientra in questa categoria è lo “Stress corrosion cracking” (SCC), che si verifica con la formazione di cricche in un materiale esposto ad un ambiente corrosivo, anche per azione di una sollecitazione esterna molto piccola, e si manifesta come frattura fragile ramificata (ad albero o a ventaglio), inter/transgranulare, associata a evidenze di corrosione, come depositi o film sulla superficie di frattura spesso caratterizzati dalla presenza di Cl o S rilevabili con l’analisi EDS. Un’altra tipica frattura ambientale è la frattura ritardata associata a hydrogen embrittlement, generalmente osservata su materiali a base di acciaio, che si riconosce soprattutto come frattura fragile anomala con morfologia intergranulare/quasi-cleavage e ridotta duttilità apparente.
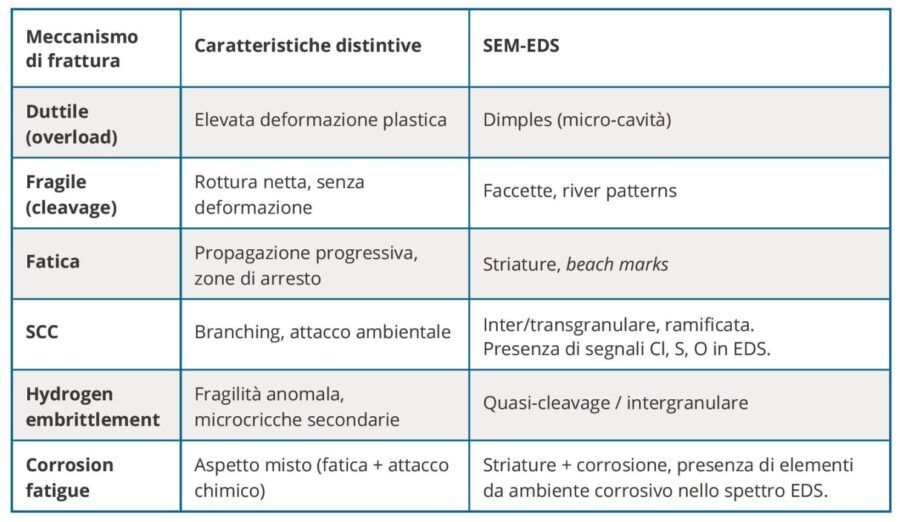
Fig.4 – Tabella riassuntiva con le caratteristiche osservabili con SEM-EDS per le varie tipologie di frattura metallica.
Valutazione dei difetti microscopici causa della perdita di prestazioni in esercizio; importanza della preparativa dei campioni per l’analisi SEM
Nei componenti costituiti da materiali polimerici (come ad esempio le cinghie di distribuzione), il SEM è particolarmente utile perché permette di osservare microstruttura e difetti superficiali che incidono direttamente sulle prestazioni. Nello specifico consente di individuare fenomeni di degrado quali microfessurazioni, cricche da fatica o da invecchiamento termico/ossidativo; zone di fragilizzazione o perdita di elasticità; alterazioni della matrice polimerica o del legame con eventuali rinforzi (fibre, tessuti). Combinando il SEM con l’analisi chimica in EDS è inoltre possibile rilevare inclusioni, particelle estranee inglobate nel materiale (residui di processo, filler non dispersi correttamente), difetti interni che possono fungere da innesco di cricche, e identificare contaminanti, depositi superficiali o particelle aderenti (polveri, residui metallici, lubrificanti degradati). L’analisi al SEM permette di collegare direttamente i difetti microscopici con i meccanismi di degrado e dunque con la perdita di prestazioni in esercizio (ad esempio riduzione della resistenza a fatica o rottura prematura della cinghia). L’analisi della struttura interna dei materiali richiede la preparazione dei campioni in sezione trasversale (cross-section). Se la preparazione non è eseguita correttamente, l’osservazione al SEM può risultare non rappresentativa del materiale reale, ma dominata da artefatti introdotti durante la preparativa. In particolare, una preparazione inadeguata può generare deformazioni plastiche superficiali, strappi o pull-out di fasi/inclusioni, microcricche indotte dalla lavorazione meccanica (es. Fig.5), contaminazioni o residui abrasivi. Il rischio è quindi di interpretare come difetti del materiale ciò che in realtà è stato creato durante la preparazione. In questi casi, per ottenere una superficie realmente rappresentativa, può essere necessario ricorrere a tecniche più controllate come l’ion milling: la rimozione del materiale tramite bombardamento ionico permette una migliore conservazione della microstruttura originale, soprattutto per materiali sensibili come polimeri, multistrato e rivestimenti sottili. Nell’analisi SEM di materiali non elettricamente conduttivi come i materiali polimerici, può inoltre essere utile osservare i campioni in modalità “basso vuoto” o “pressione variabile”, per minimizzare gli effetti di carica indotti dal fascio elettronico sul campione.
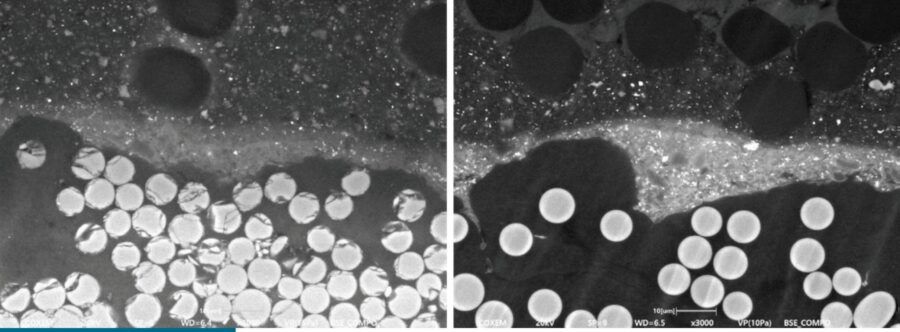
Fig.5 (SX) – Immagine SEM ottenuta su campione in cross-section, tagliato e lucidato meccanicamente con pasta lucidante (particle size fino a 5 μm). In evidenza numerose microcricche nelle fibre di vetro usate come rinforzo nella matrice polimerica.
Fig.5 (DX) – Immagine SEM ottenuta su campione in cross-section, lucidato con Ion Milling Coxem IP-10k per 3 ore a 5kV: la struttura interna è inalterata. Immagini ottenute a 20 kV con SEM Tabletop Coxem EM-40 in modalità basso vuoto (10 Pa).
Oli lubrificanti e additivi Pour Point Depressant (PPD)
La formulazione di un lubrificante consiste in una miscela bilanciata di diversi componenti, tra cui compaiono gli oli base e gli additivi che insieme concorrono a determinarne il comportamento in esercizio, sia in termini di prestazioni, sia in termini di durata. I principali requisiti che un lubrificante per autoveicoli o per macchinari industriali deve possedere sono: la riduzione dell’attrito e dell’usura negli accoppiamenti meccanici; l’asportazione del calore prodotto per attrito; una sufficiente stabilità in tutte le condizioni di carico e temperatura. La viscosità è una delle principali proprietà di un olio lubrificante, ed è la resistenza che il fluido oppone allo scorrimento reciproco delle proprie particelle. La viscosità determina lo spessore del velo d’olio tra le superfici metalliche in movimento reciproco (maggiore è la viscosità, maggiore sarà lo spessore del velo), e risente delle variazioni di temperatura. In particolare, la viscosità aumenta con il diminuire della temperatura e in certi casi una viscosità eccessiva porta ad un irrigidimento che può avere effetti catastrofici per l’ingranaggio. Allo scendere della temperatura, infatti, gli oli lubrificanti iniziano a solidificare a causa della cristallizzazione delle cere paraffiniche di cui sono costituiti. Il grado di variazione della viscosità in funzione della temperatura (indice di viscosità) dipende dal tipo di olio di base e dalla presenza o meno di particolari additivi. Il punto di scorrimento (Pour Point) è la temperatura minima alla quale l’olio lubrificante rimane fluido quando viene raffreddato. Nello specifico, è definito come 3°C al di sopra della temperatura alla quale l’olio non riesce più a fluire all’interno di un contenitore inclinato e poi mantenuto orizzontale per 5 secondi, come descritto nei metodi di prova previsti dalle norme ISO 3016, ASTM D97 e ASTM D6892-03. Si tratta di un indice qualitativo della temperatura più bassa a cui l’olio è utilizzabile. Al di sotto del punto di scorrimento l’olio passa dalla fase liquida a quella semisolida e perde scorrevolezza poiché iniziano ad aggregarsi i piccoli cristalli di cera in esso sospesi.
Condizioni sperimentali per l’osservazione al Microscopio Elettronico
Poiché gli oli sono liquidi e instabili in condizioni di vuoto, per poter analizzare questa tipologia di campioni al SEM è necessario uno stage criogenico o raffreddato mediante cella Peltier. Inoltre, il fascio elettronico può indurre riscaldamento locale e modifiche del campione, quindi è altresì consigliabile utilizzare basse tensioni di accelerazione durante l’osservazione al SEM. Raffreddando il campione (nel caso del modulo con cella Peltier fino alla temperatura di -50°C), diventa possibile bloccare la struttura cristallina in formazione e osservare le fasi di crescita e organizzazione dei cristalli in tempo reale. L’osservazione dell’olio lubrificante sottoposto a raffreddamento fino al suo punto di scorrimento, risulta molto utile per lo studio e l’ottimizzazione di una formulazione, oltre che per la valutazione del comportamento dell’olio in particolari applicazioni a bassa temperatura.
Utilizzando un’elevata velocità di scansione è possibile acquisire più immagini consecutive (time lapse) per ricostruire il comportamento del campione di olio al passare del tempo ad una temperatura fissata, oppure, come nell’esempio riportato in Fig.6, abbassando la temperatura con una rampa di 0.2°C/sec. Il campione di olio base sottoposto ad analisi presenta un punto di scorrimento di -12°C. Raffreddando il campione da -10°C a -15°C è possibile osservare al SEM la formazione di piccoli cristalli di cera sospesi nell’olio, che via via tendono a crescere e ad aggregarsi tra loro, creando un network che di fatto impedisce all’olio di scorrere. Osservando il campione a più alti ingrandimenti (2000x) alla temperatura di -20°C è possibile apprezzare la struttura “a macchia di leopardo” formata dai cristalli di paraffina (Fig.8).
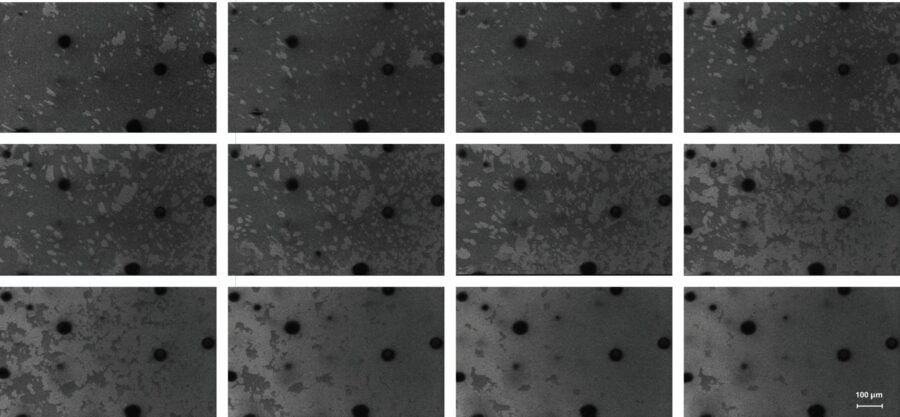
Fig.6 – Immagini SE acquisite ad intervalli di 2.5 secondi su campione di olio lubrificante avente Pour Point = -12°C, portando il campione da -10°C a -15°C utilizzando l’accessorio Cool Stage (15 kV, 200x ingrandimenti). Si osserva la crescita e la successiva aggregazione dei cristalli di paraffina, visibili in grigio chiaro.
Valutazione dell’efficacia degli additivi PPD
I Pour Point Depressant (PPD) sono additivi che vengono aggiunti alla formulazione di un olio lubrificante per abbassarne il punto di scorrimento, rendendo così l’olio utilizzabile anche a temperature molto basse. I PPD non abbassano la temperatura alla quale iniziano a formarsi i cristalli di cera (punto di intorbidimento, o cloud point), né la quantità di cera che cristallizza: i PPD agiscono alterando la forma e le dimensioni dei cristalli, andando così ad inibire la crescita laterale dei cristalli stessi.
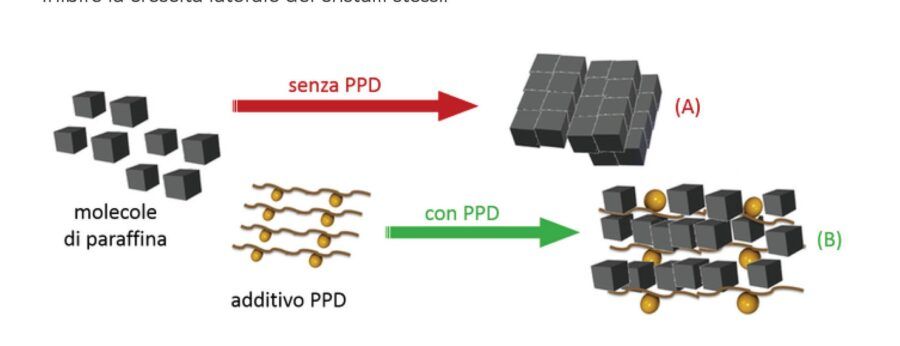
Fig.7 – Meccanismo di funzionamento degli additivi PPD. (A) Cristallizzazione della paraffina e formazione di network rigidi: l’olio non riesce più a scorrere. (B) L’aggregazione dei cristalli di paraffina viene impedita, portando ad una struttura random: l’olio continua a scorrere.
Lo scopo dello studio è di valutare come varia il comportamento dell’olio lubrificante precedentemente analizzato, dopo l’aggiunta di un additivo PPD che ne abbassa il punto di scorrimento da -12°C a -30°C. Nelle immagini SEM riportate in Figg.8-9 (10 kV, 2000x ingrandimenti), è possibile notare come, a parità di temperatura raggiunta dall’olio (-20°C), la presenza dell’additivo PPD impedisce ai cristalli di cera di aggregarsi tra loro e formare un network rigido, e permette così all’olio di continuare a scorrere.
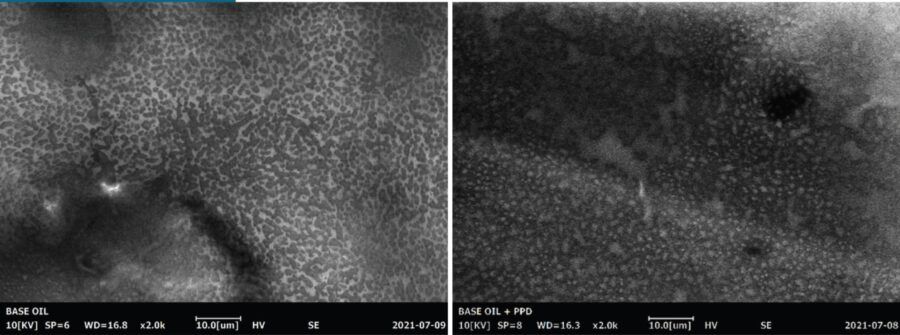
Figg.8-9 – Immagini SE acquisite sull’olio di base tal quale (Pour Point -12°C), a sinistra, e sull’olio con PPD (Pour point -30°C), a destra (10 kV, 2000x, -20°C). Nell’immagine acquisita sull’olio base si osserva il network formato dai cristalli di paraffina aggregatisi in una struttura rigida a macchia di leopardo che limita lo scorrimento dell’olio. Nelle immagini acquisite sull’olio additivato si osservano invece dei microaggregati che restano isolati gli uni dagli altri.
Successivamente l’olio additivato con PPD è stato raffreddato fino a -25°C: si osserva un’ulteriore crescita dei cristalli di cera che rimangono comunque isolati e distaccati, confermando l’efficacia dell’additivo nell’abbassare il punto di scorrimento dell’olio. Tramite l’elaborazione delle immagini SEM con software di Machine Learning è stato possibile misurare le dimensioni dei cristalli alla temperatura di -20°C e -25°C (Fig.10).
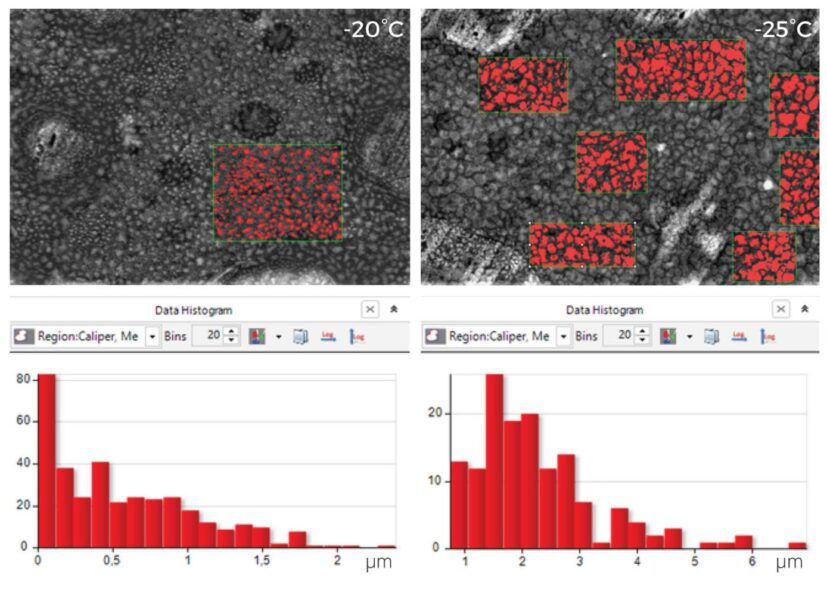
Fig.10 – Identificazione automatica e misurazione dell’area e del diametro dei cristalli di cera in sospensione nell’olio additivato con PPD, rispettivamente a -20°C e a -25°C.
Diagnosi di usura in sistemi lubrificati tramite caratterizzazione SEMEDS del particolato metallico
La presenza di particolato metallico in un olio lubrificante rappresenta un indicatore critico dello stato di salute di un sistema meccanico. Per individuare l’origine di tali frammenti, la microscopia elettronica a scansione abbinata all’EDS risulta particolarmente efficace: il SEM consente di osservare la morfologia delle particelle a elevati ingrandimenti, fornendo informazioni utili sui meccanismi di formazione (ad esempio usura abrasiva, adesiva o fatica superficiale); l’analisi EDS, invece, permette di determinare la composizione chimica elementare dei frammenti.
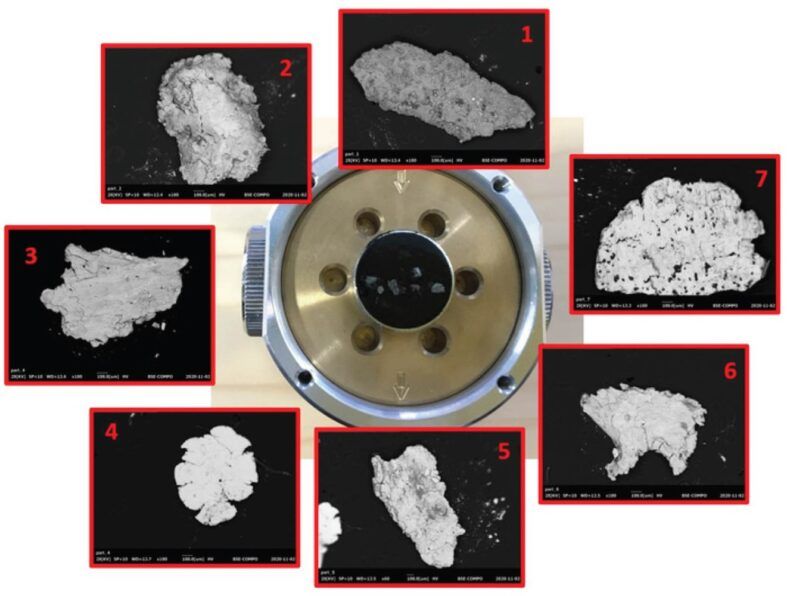
Fig.11 – Frammenti metallici prelevati da campione di olio lubrificante e posti su stub per l’analisi con SEM-EDS. Immagini acquisite con detector BSE a basso ingrandimento.
Nel caso in esame (Fig.11), i possibili componenti a contatto con l’olio includono elementi realizzati in diversi materiali: acciai da cementazione come 20MnCr5 (ingranaggi planetari, pignoni, ruote dentate e ingranaggi solari), acciai legati ad alte prestazioni come 17NiCrMo6-4 (perni differenziali), acciai per cuscinetti come 100Cr6, bronzi come CuSn8 (spessori), leghe di alluminio come AlSi7Mg T6 (carter), oltre a componenti in GS 600/3 (ghisa sferoidale o acciaio fuso, tipicamente per portanti come planet carrier e flange). L’approccio analitico consiste nel confrontare la composizione elementare rilevata sui frammenti con quella dei diversi materiali dei componenti. L’indagine è stata supportata anche dal confronto tra l’analisi chimica dell’olio nuovo tal quale e quella dell’olio dopo circa 300 ore di utilizzo, dal quale sono stati prelevati i frammenti. Tale confronto ha evidenziato la comparsa, in quantità apprezzabili, di Ferro, Rame, Stagno e Alluminio, oltre a Silicio e Manganese.
Attraverso questo confronto è possibile restringere il campo dei componenti potenzialmente soggetti a degradazione e usura. L’integrazione delle informazioni composizionali con l’analisi morfologica SEM consente inoltre di correlare il tipo di materiale al meccanismo di danneggiamento, migliorando l’accuratezza diagnostica.
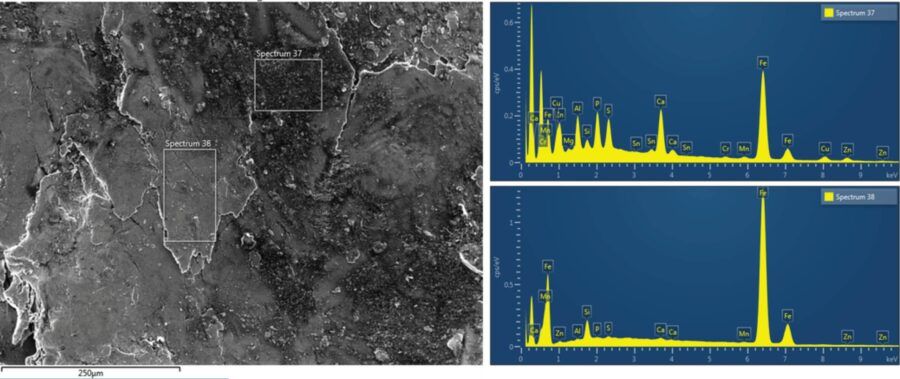
Fig.12 – Spettri EDS eseguiti su zone diverse di uno dei frammenti metallici rinvenuti nell’olio lubrificante e oggetto di analisi.
Le analisi SEM-EDS condotte sui frammenti metallici hanno evidenziato una composizione prevalentemente su base ferrosa. La discriminazione tra acciaio e ghisa tramite il contenuto di carbonio non è risultata affidabile, in quanto i frammenti analizzati presentavano residui di olio lubrificante che interferiscono con la misura di tale elemento. Tuttavia, la presenza significativa di silicio, unitamente a Mn, S, P e Mg, risulta compatibile con materiali di tipo ghisa, suggerendo un possibile coinvolgimento di componenti realizzati in tale lega. Gli elementi calcio e zinco rilevati sono attribuibili con elevata probabilità agli additivi del lubrificante (detergenti/disperdenti e antiusura tipo ZDDP) e non risultano indicativi di specifici fenomeni di usura dei componenti metallici. L’analisi elementare ha inoltre evidenziato un contenuto significativo di ossigeno, interpretabile come formazione di ossidi superficiali sui frammenti metallici. Tale fenomeno è plausibilmente riconducibile a processi di ossidazione favoriti dalle condizioni operative e dai meccanismi di usura tribologica (abrasiva/adesiva), piuttosto che a fenomeni di degradazione termica dei materiali, considerata la temperatura di esercizio del sistema (fino a circa 90 °C). La presenza di alluminio e stagno nei frammenti, insieme al rame rilevato in quantità apprezzabili nell’olio esausto, suggerisce il possibile contributo secondario di componenti realizzati in lega AlSi7Mg T6 e in bronzo CuSn8. Tali elementi possono essere presenti sia come particolato fine derivante da normale usura, sia come contaminazione superficiale dei frammenti ferrosi a seguito di interazioni tra componenti diversi. Nel complesso, i risultati indicano che i frammenti analizzati sono riconducibili principalmente a componenti ferrosi, con caratteristiche compatibili con materiali di tipo ghisa (planet carrier/flange in GS 600/3), mentre la presenza di elementi non ferrosi è verosimilmente associata a fenomeni di usura concomitanti e/o contaminazione incrociata tra materiali differenti presenti nel sistema.
Caratterizzazione di coating protettivi per applicazioni tribologiche
La caratterizzazione di coating protettivi riveste un ruolo fondamentale nella valutazione delle prestazioni in esercizio dei componenti. Attraverso tecniche di analisi microstrutturale e chimica, è possibile determinare parametri chiave quali la morfologia superficiale, lo spessore del rivestimento e la sua composizione elementare. Questi aspetti risultano determinanti per il comportamento tribologico del sistema, in quanto influenzano direttamente resistenza all’usura, attrito e capacità di protezione del substrato nelle condizioni operative.
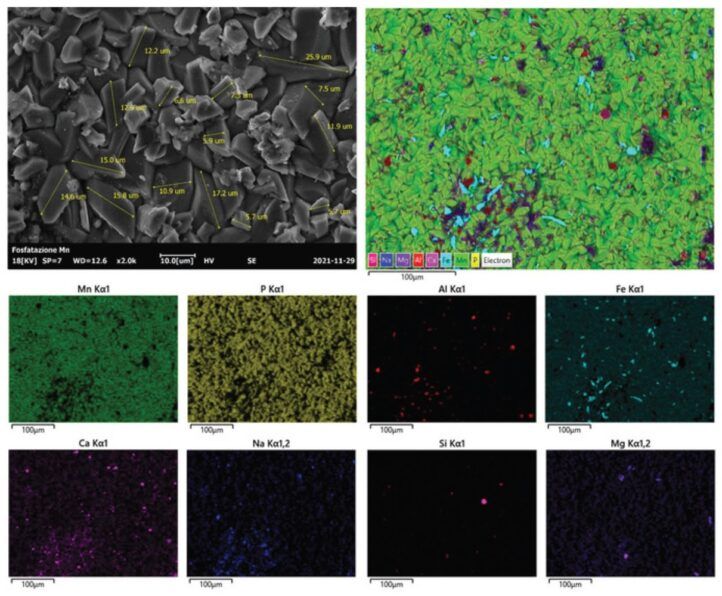
Fig.13 – Caratterizzazione morfologica e mappa chimica EDS eseguite su rivestimento di fosfatazione al manganese: controllo dimensionale dei cristalli e identificazione di eventuali contaminazioni presenti nel rivestimento.
La fosfatazione al manganese, ad esempio, è un processo chimico utilizzato per ferro, ghisa e leghe metalliche, le cui principali funzioni sono quelle di facilitare la lubrificazione per ridurre l’attrito tra superfici in scorrimento reciproco, rendere la superficie trattata più resistente all’usura e alla corrosione, e favorire una maggiore aderenza per il successivo trattamento di verniciatura. Il processo di fosfatazione prevede la deposizione di uno strato di cristalli fosfatici sulla superficie del materiale metallico. Le caratteristiche che vengono valutate nel controllo qualità con SEM-EDS, eseguito secondo specifici standard o capitolati, sono principalmente il tenore di fosforo, lo spessore del rivestimento, la composizione chimica e la morfologia dei cristalli, che nel caso della fosfatazione al manganese (Fig.13) presentano una struttura prismatica con spigoli arrotondati e parzialmente sovrapposti tra loro, con dimensioni generalmente comprese tra 10 e 15 μm.
Analisi SEM delle inclusioni non metalliche negli acciai
Lo studio delle inclusioni non metalliche mediante microscopia elettronica a scansione rappresenta uno strumento fondamentale per comprendere i fenomeni tribologici negli acciai. Attraverso l’osservazione ad alta risoluzione e le analisi chimiche locali tramite EDS, è possibile identificare morfologia, distribuzione e composizione delle inclusioni presenti nella matrice metallica. Queste discontinuità possono influenzare il comportamento delle superfici in contatto durante attrito, usura e fatica. Difetti come ossidi, solfuri o silicati possono agire da punti di concentrazione degli sforzi, favorendo fenomeni di micropitting, criccatura e delaminazione superficiale. Per questo motivo, lo studio delle inclusioni al SEM è fondamentale nella progettazione di componenti soggetti a severe sollecitazioni tribologiche, come cuscinetti, ingranaggi e organi meccanici ad alta affidabilità. Esistono diversi metodi utilizzati per descrivere il tipo e il numero di inclusioni, sviluppati da vari enti normativi nazionali e internazionali, tra cui ASTM, DIN, ISO, ENV, GBT e SIS. Alcuni di questi metodi sono stati originariamente sviluppati utilizzando la microscopia ottica in luce riflessa (LOM), con le inclusioni assegnate a una categoria in base alla morfologia, confrontandole con immagini di riferimento senza misurazioni dirette della composizione. Questo processo richiede tempo ed esperienza e limita sia la dimensione minima delle inclusioni rilevabili sia la disponibilità di informazioni aggiuntive fornite dai dati chimici. Di conseguenza, non rappresenta l’approccio ottimale per gli acciai moderni, che spesso presentano inclusioni non metalliche meno numerose e più fini, oltre a inclusioni composte che possono essere costituite da più tipi di inclusione (ad esempio solfuri + silicati). Inoltre, la mancanza di informazioni composizionali nella LOM può comportare che alcune inclusioni identificate con questo approccio rientrino in più categorie, causando interpretazioni errate.
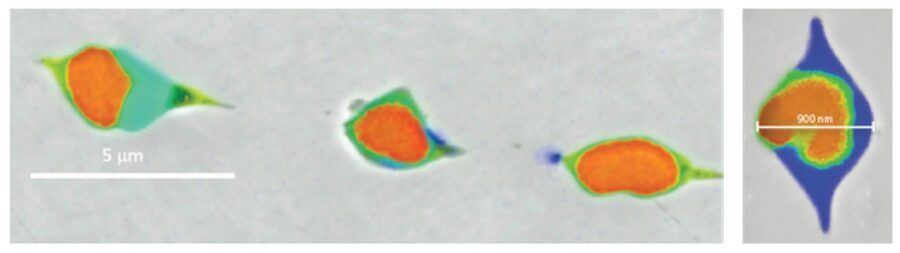
Fig.14 – Ossidi di alluminio e titanio provenienti dal nucleo delle inclusioni, racchiusi da fasi meccanicamente più deboli. La mappatura con SEM-EDS mette in evidenza le variazioni interne che determinano il comportamento delle inclusioni.
Il migliore approccio all’analisi delle inclusioni non metalliche lo si ottiene con un SEM equipaggiato con spettroscopia a raggi X (EDS), controllato da software dedicati alla Particle Analysis come AZtec Steel della Oxford Instruments. La morfologia viene misurata direttamente dalle immagini elettroniche su scala micro o nanometrica e le informazioni chimiche vengono rilevate direttamente per distinguere i diversi tipi di inclusioni, anziché essere dedotte dalla forma. Inoltre, i dati SEM-EDS possono essere acquisiti in modalità completamente automatizzata, garantendo ripetibilità e accuratezza delle analisi. I dati possono poi essere elaborati in maniera automatica per generare report conformi alle principali normative, come la ISO 4967, la ASTM E 2142 o la DIN 50602, con tabelle e plot ternari personalizzabili dall’operatore (Fig.15).
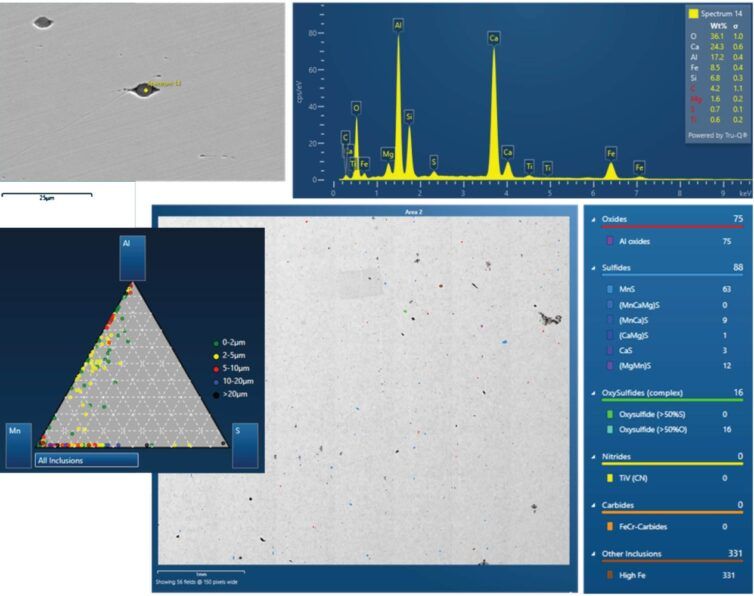
Fig.15 – Analisi automatizzata delle inclusioni in campione di acciaio con software Oxford AZtec Steel.
Conclusioni
In conclusione, la combinazione di microscopia elettronica a scansione (SEM) e microanalisi EDS rappresenta uno strumento estremamente efficace per lo studio dei fenomeni tribologici, consentendo di correlare morfologia, meccanismi di usura e composizione chimica dei materiali e dei detriti prodotti durante il contatto. L’elevata risoluzione spaziale e la possibilità di acquisire dati chimici in modo rapido e automatizzato permettono di ottenere informazioni affidabili e riproducibili, fondamentali per comprendere i processi di degrado superficiale, ottimizzare i trattamenti dei materiali e migliorare le prestazioni dei componenti in esercizio.