Stesso campione risultato diverso.
L’efficienza operativa dei sistemi microelettronici d’avanguardia dipende strettamente dalla qualità dei solder bump joints. Tali giunti non solo assicurano la continuità elettrica e meccanica tra chip e substrato, ma ne preservano l’integrità strutturale nel tempo
La failure analysis di questi componenti è tuttavia una sfida metodologica: lo stagno (Sn), costituente principale della saldatura, è un materiale estremamente tenero e duttile. Qualsiasi sollecitazione meccanica durante la preparativa del campione può indurre artefatti che mascherano la reale natura del cedimento, come deformazioni plastiche, graffi superficiali o contaminazioni chimiche.
In questo scenario, il passaggio dalla lucidatura meccanica tradizionale (MP) all’ablazione ionica ad Argon (Broad Ion Beam Milling – BIB) rappresenta una svolta decisiva per la qualità del dato analitico.
Un giunto di saldatura è tipicamente costituito da una lega a base di stagno, un composto intermetallico (IMC) all’interfaccia della giunzione e un pad in rame. La conoscenza della natura delle fasi intermetalliche che si originano durante il processo di unione e della loro distribuzione è fondamentale per comprenderne le proprietà meccaniche e il comportamento in esercizio.
Poiché lo stagno si deforma con estrema facilità, qualsiasi interferenza esterna — come il taglio, la rettifica o la lucidatura meccanica — può provocare alterazioni strutturali e introdurre una deformazione, “strain”, all’interfaccia, innescando crepe e delaminazioni artificiali non presenti nel dispositivo originale.
Il confronto tra le tecniche evidenzia discrepanze sostanziali. Le osservazioni effettuate tramite microscopia elettronica a scansione con contrasto di elettroni retrodiffusi (BSE) mostrano che il contrasto strutturale è sensibilmente più nitido nel campione sottoposto a BIB (Figura 1 b) rispetto a quello MP (Figura 1 a).
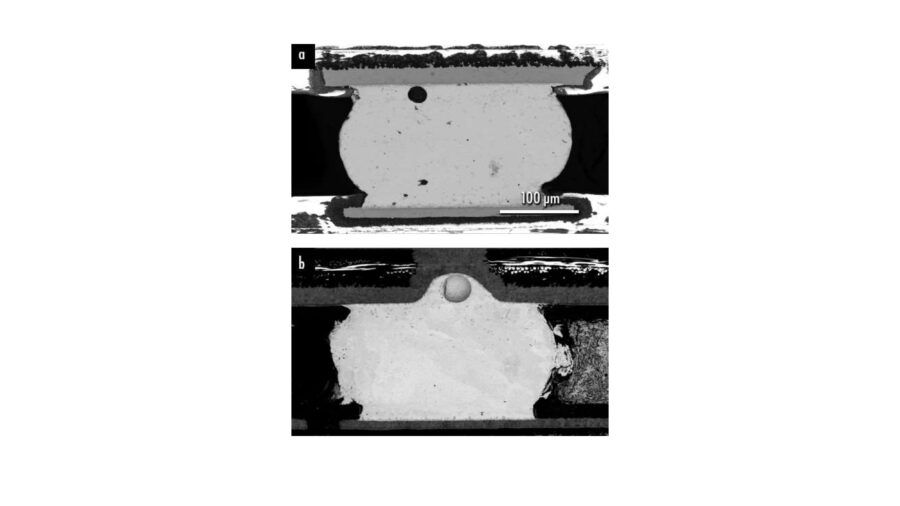
Figura 1: Immagini BSE di campioni di solder bumps provenienti da smartphone comunemente presenti in commercio. L’immagine a mostra una preparativa eseguita con tecnica MP, l’immaigne b con tecnica BIB.
Mentre la tecnica MP evidenzia spesso la persistenza di residui di silice colloidale estremamente difficili da asportare, la fresatura BIB garantisce una superficie incontaminata. Nei campioni preparati meccanicamente, infatti, i tentativi di rimozione dei contaminanti si traducono inevitabilmente nell’introduzione di graffi sulle fasi tenere di stagno e rame, compromettendo l’integrità strutturale del provino.
Al contrario, il processo BIB genera interfacce otticamente nitide e morfologicamente intatte, fornendo la condizione ideale per una successiva caratterizzazione cristallografica accurata.
L’impatto della preparativa è ancora più evidente nelle mappe di orientamento Inverse Pole Figure (IPF) sovrapposte alle mappe di contrasto di banda (band contrast), acquisite tramite diffrazione di elettroni retrodiffusi (EBSD) (Figura 2).
Nei campioni preparati con MP, l’analisi è spesso ostacolata da due fattori critici: l’effetto ombra (dove il pad in rame oscura parte del solder bump) e la deposizione di prodotti di corrosione indotti dall’acqua di lavaggio, che si accumulano proprio sulle zone di interesse.
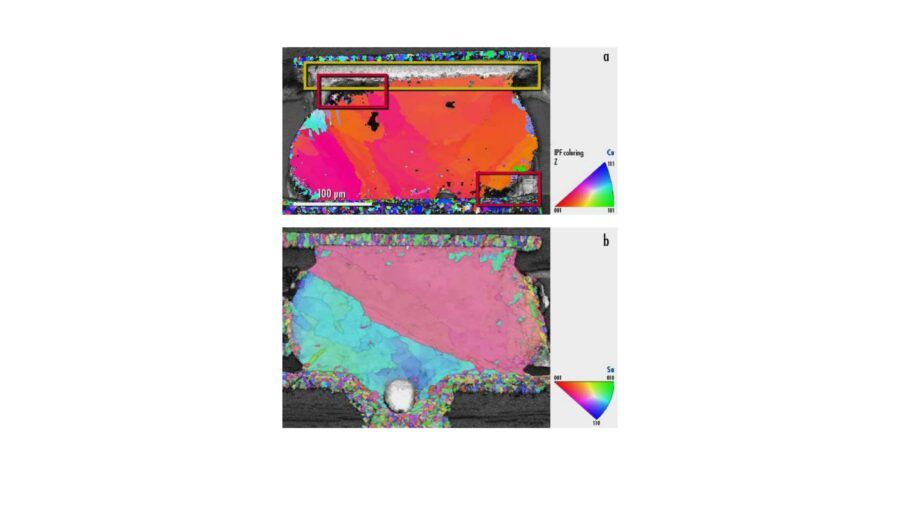
Figura 2: Mappe di orientamento Inverse Pole Figure (IPF) da diffrazione di elettroni retrodiffusi (EBSD), sovrapposte a mappe di contrasto di banda (band contrast), acquisite dopo lucidatura meccanica (a) e dopo fresatura a fascio ionico largo (b). Il rettangolo giallo (a) indica un’area in cui il solder bump è oscurato dal pad in rame (effetto ombra). I rettangoli rossi (a) indicano le aree in cui i prodotti di corrosione si sono depositati sulla zona di interesse.
Grazie alla tecnica BIB, è invece possibile ottenere pattern di diffrazione nitidi su tutta la sezione. Questa pulizia permette di mappare accuratamente lo strain reale, localizzando con precisione i punti di accumulo plastico all’interfaccia.
La tecnica Argon BIB rappresenta la metodologia d’eccellenza per la failure analysis avanzata, superando i limiti strutturali e analitici imposti dalla lucidatura meccanica.
La capacità di ottenere superfici prive di artefatti e contaminazioni è garantita dall’impiego del sistema Fischione Instruments Model 1061 SEM Mill, che si distingue per la precisione nel controllo del fascio ionico e la gestione della sensibilità termica dei campioni. Il sistema permette infatti di operare in condizioni criogeniche stabili fino a -150°C.